
メールフォーマットエラー
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd
摩擦材料は、熱耐性と長寿を強化するために熱処理を受ける可能性があります。このステップにより、クラッチプレートは、パフォーマンスを損なうことなく、ギアシフト中に生成された極端な温度に耐えることができます。
ステップ5:機械加工と仕上げクラッチプレートが成形され、熱処理されると、最終的な機械加工プロセスが行われます。このステップにより、プレートが必要な寸法精度を満たすことが保証されます。ターン、研削、研磨などのプロセスが粗いエッジを滑らかにし、クラッチシステムに必要な正確な適合を実現することができます。
ステップ6:
品質管理とテスト
製造プロセスのこの段階で、クラッチプレートは一連の厳しい品質管理テストを受けます。これらのテストにより、各プレートが強度、耐久性、パフォーマンスに必要な基準を満たすことができます。
摩擦テスト
:材料が劣化することなく高温と摩擦を処理できるようにします。
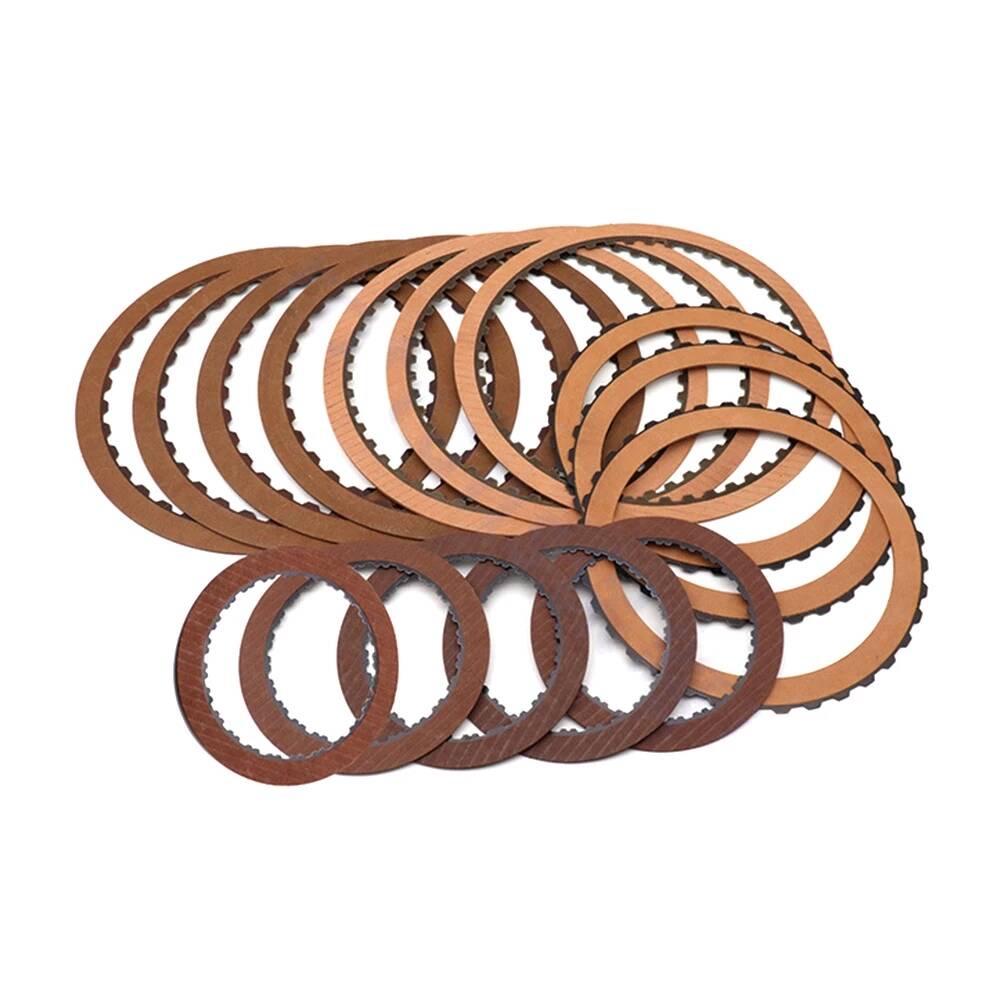
個々のコンポーネントが製造されると、それらは完全なクラッチプレートに組み立てられます。このアセンブリプロセスでは、クラッチのパフォーマンスを向上させるのに役立つスプリングやクリップなどの追加のコンポーネントを取り付けることが含まれます。プレートが完全に組み立てられたら、最終検査を受けます。この検査により、クラッチプレートが必要なすべての基準を満たし、その寿命を通じて確実に機能することが保証されます。
![]()
最終検査を通過した後、輸送中の損傷を防ぐために、クラッチプレートを慎重にパッケージ化します。パッケージには、多くの場合、粉塵、水分、物理的な影響からプレートを保護するための保護カバーが含まれています。パッケージ化すると、クラッチプレートは、顧客に配布する自動車メーカーまたはサプライヤーに出荷する準備ができています。
そのため、次に運転するときは、高度な技術、精密エンジニアリング、高品質の材料の組み合わせにより、車両のクラッチプレートが作られたことを確信できます。
ベース構造が作成されたら、次のステップは摩擦材料を適用することです。これは、摩擦材料の特性がクラッチプレートが高ストレス条件下でどれだけうまく機能するかを決定するため、プロセスの重要な部分です。
摩擦材料は通常、さまざまな方法を使用して鋼板に適用されます。
摩擦材料が適用された後、次のステップはクラッチプレートの形成です。このプロセスでは、摩擦材料が均等に分布することを保証するために、プレートを正確な仕様に合わせて成形することが含まれます。また、プレートがクラッチアセンブリに適切に収まるように正しい曲率を確保することも含まれます。
油圧プレスのような特別な機械を使用して、必要な圧力を適用してクラッチプレートを最終形状に形成することができます。このステップは、製品の均一性と全体的な品質を維持するために重要です。
クラッチプレートの耐久性と性能を高めるために、熱処理がよく使用されます。アニーリングや焼却などの熱処理プロセスは、内部ストレスを緩和し、その強度と靭性を改善するために鋼のコアに適用されます。クラッチプレートは動作中に高温にさらされるため、熱処理は特に重要です。
